YYT-07A שטאָף פלאַם ריטאַרדאַנט טעסטער
1. אַמביאַנט טעמפּעראַטור: - 10 ℃~ 30 ℃
2. רעלאַטיווע הומידיטי: ≤ 85%
3. מאַכט צושטעלן וואָולטידזש און מאַכט: 220 V ± 10% 50 Hz, מאַכט ווייניקער ווי 100 W
4. טאָוטש סקרין אַרויסווייַז / קאָנטראָל, טאָוטש סקרין פֿאַרבונדענע פּאַראַמעטערס:
א. גרייס: 7 "עפעקטיווע דיספּלעי גרייס: 15.5 סענטימעטער לאַנג און 8.6 סענטימעטער ברייט;
ב. רעזאָלוציע: 480 * 480
ג. קאָמוניקאַציע צובינד: RS232, 3.3V CMOS אָדער TTL, סעריאַל פּאָרט מאָדע
ד. סטאָרידזש קאַפּאַציטעט: 1 ג
ע. ניצן ריין האַרדווער FPGA דרייוו אַרויסווייַזן, "נול" סטאַרטאַפּ צייט, מאַכט אויף קענען לויפן
ו. ניצנדיק m3 + FPGA ארכיטעקטור, איז m3 פאראנטווארטלעך פאר אינסטרוקציע פארסינג, FPGA פאקוסירט אויף TFT דיספלעי, און זיין שנעלקייט און פארלעסלעכקייט זענען פאראויס פון ענלעכע סכעמעס.
ז. דער הויפּט קאָנטראָללער נעמט אָן נידעריק-מאַכט פּראַסעסאָר, וואָס גייט אויטאָמאַטיש אַרײַן אין ענערגיע-שפּאָרנדיקן מאָדע
5. די פלאַם צייט פון בונסען ברענער קען זיין באַשטימט אַרביטרערלי, און די אַקיעראַסי איז ± 0.1 סעקונדעס.
די בונסען לאָמפּ קען גענייגט ווערן אין דעם קייט פון 0-45 גראַד.
7. הויך וואָולטידזש אויטאָמאַטישע איגנישאַן פון בונסען לאָמפּ, איגנישאַן צייט: אַרביטראַריש באַשטעטיקן
8. גאז מקור: גאז זאל אויסגעקליבן ווערן לויט די הומידיטי קאנטראל באדינגונגען (זעה 7.3 פון gb5455-2014), אינדוסטריעל פראפאן אדער בוטאן אדער פראפאן/בוטאן געמישט גאז זאל אויסגעקליבן ווערן פאר באדינגונג a; מעטאן מיט א ריינקייט נישט ווייניגער ווי 97% זאל אויסגעקליבן ווערן פאר באדינגונג B.
9. די וואָג פון דעם אינסטרומענט איז אַרום 40 ק"ג
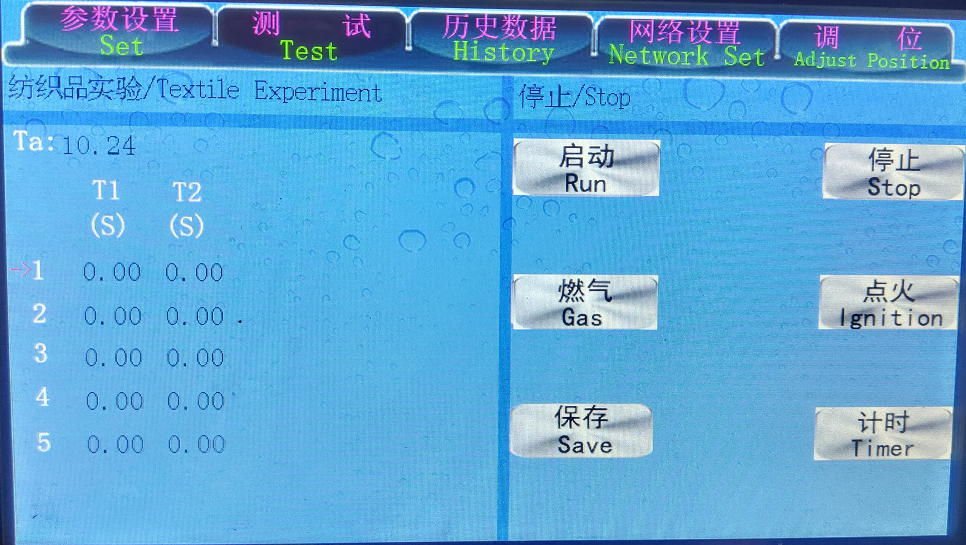
1. טא -- צייט פון אנשטעלן די פלאם (איר קענט גלייך דריקן די נומער צו אריינגיין אין די קלאַוויאַטור צובינד צו מאָדיפיצירן די צייט)
2. T1 -- רעקאָרדירן די פלאַם ברענען צייט פון די טעסט
3. T2 -- רעקאָרדירן די צייט פון פלאַםלאָזער פארברענונג (ד"ה גומיגן) פון די טעסט
4. לויפן - דריקן איין מאל און באוועגן די בונסען לאמפ צום מוסטער צו אנהייבן דעם טעסט
5. שטאָפּ - די בונסען לאָמפּ וועט צוריקקומען נאָך דריקן
6. גאז - דריק דעם גאז קנעפל אן
7. צינדונג - דריקן איין מאל צו צינדן אויטאמאטיש דריי מאל
8. טייַמער - נאָך דריקן, שטעלט זיך אָפּ T1 רעקאָרדינג און T2 רעקאָרדינג שטעלט זיך אָפּ ווידער
9. שפּאָרן - ראַטעווען די איצטיקע טעסט דאַטן
10. אַדזשאַסטירן פּאָזיציע - געניצט צו אַדזשאַסטירן די פּאָזיציע פון בונסען לאָמפּ און מוסטער
באַדינגונג א: די מוסטער ווערט געשטעלט אין די נאָרמאַלע אַטמאָספערישע באַדינגונגען ספּעציפֿיצירט אין gb6529, און דערנאָך ווערט די מוסטער אַרײַנגעלייגט אין אַ פֿאַרמאַכטן קאַנטיינער.
באַדינגונג ב: לייגט די מוסטער אין אַן אויוון ביי (105 ± 3) ℃ פֿאַר (30 ± 2) מינוט, נעמט עס אַרויס, און לייגט עס אין אַ טרוקענער פֿאַר קילן. די קיל צייט זאָל נישט זיין ווייניקער ווי 30 מינוט.
די רעזולטאַטן פון באַדינגונג א און באַדינגונג ב זענען נישט פאַרגלייַכלעך.
צוגרייטן דעם מוסטער לויט די הומידיטי קאנדישאנירונג באדינגונגען וואס זענען ספעציפירט אין די אויבנדערמאנטע סעקציעס:
באַדינגונג א: די גרייס איז 300 מ"מ * 89 מ"מ, 5 מוסטערן ווערן גענומען פון לענג-ריכטונג (לאָנגיטודינאַל) ריכטונג און 5 שטיקלעך ווערן גענומען פון ברייט-ריכטונג (קווער-ריכטונג), מיט אַ סך הכל פון 10 מוסטערן.
באַדינגונג ב: די גרייס איז 300 מ"מ * 89 מ"מ, 3 מוסטערן ווערן גענומען אין לענג (לאָנגיטודינאַל) ריכטונג, און 2 שטיקער ווערן גענומען אין ברייט (קווערווערסאַל) ריכטונג, מיט אַ סך הכל פון 5 מוסטערן.
מוסטערונג פאזיציע: שניידט די מוסטער לפחות 100 מ"מ אוועק פון די שטאָף ראַנד, און די צוויי זייטן פון די מוסטער זענען פּאַראַלעל צו די וואָרפּ (לאָנגיטודינאַל) און וועפט (קווערווערס) ריכטונגען פון די שטאָף, און די ייבערפלאַך פון די מוסטער זאָל זיין פריי פון קאַנטאַמאַניישאַן און קנייטש. די וואָרפּ מוסטער קען נישט גענומען ווערן פון די זעלבע וואָרפּ פאָדעם, און די וועפט מוסטער קען נישט גענומען ווערן פון די זעלבע וועפט פאָדעם. אויב דער פּראָדוקט איז צו זיין טעסטעד, קען די מוסטער אַנטהאַלטן נעט אָדער אָרנאַמענטן.
1. צוגרייטן דעם מוסטער לויט די אויבנדערמאנטע טריט, קלאַמערן דעם מוסטער אויף דעם טעקסטיל מוסטער קלעמערל, האַלטן דעם מוסטער אַזוי פלאַך ווי מעגלעך, און דערנאָך הענגן דעם מוסטער אויף דער הענגשטאַנג אין דער קעסטל.
2. שליסט די פראנט טיר פון דער טעסט קאמער, דריקט דעם גאז צו עפענען דעם גאז צושטעל ווענטיל, דריקט דעם איגנישאן קנעפל צו צינדן די בונסען לאמפ, און שטעלט איין דעם גאז שטראם און די פלאם הייך צו מאכן די פלאם סטאביל צו (40 ± 2) מ"מ. פארן ערשטן טעסט, זאל די פלאם סטאביל ברענען אין דעם צושטאנד פאר לפחות 1 מינוט, און דערנאך דריקט דעם גאז אויס קנעפל צו פארלעשן די פלאם.
3. דריק דעם איגנישאַן קנעפּל צו צינדן דעם בונסען ברענער, אַדזשאַסטיר דעם גאַז שטראָם און פלאַם הייך צו מאַכן די פלאַם סטאַביל צו (40 ± 2) מם. דריק דעם סטאַרט קנעפּל, די בונסען לאָמפּ וועט אויטאָמאַטיש אַרייַן די מוסטער פּאָזיציע, און עס וועט אויטאָמאַטיש צוריקקומען נאָך די פלאַם איז געווענדט צו דער באַשטימטער צייט. די צייט פֿאַר די פלאַם צו ווערן געווענדט צו דער מוסטער, ד.ה. איגנישאַן צייט, איז באַשטימט לויט די אויסגעקליבענע הומידיטי קאָנטראָל באדינגונגען (זען קאַפּיטל 4). באַדינגונג a איז 12 סעקונדעס און באַדינגונג B איז 3S.
4. ווען די בונסען לאָמפּ קערט זיך צוריק, גייט T1 אויטאָמאַטיש אַרײַן אין דעם צײַט-צושטאַנד.
5. ווען די פלאם אויפן מוסטער גייט אויס, דריק דעם טיימינג קנעפל, T1 שטעלט אפ די טיימינג, T2 הייבט אן טיימינג אויטאמאטיש.
6. ווען די סמאָולדערינג פון די מוסטער איז איבער, דריקן די טיימינג קנעפּל און T2 שטעלט אפ די טיימינג
7. מאַכט 5 סטילן אין דער ריי. די סיסטעם וועט אויטאָמאַטיש אַרויסשפּרינגען פֿון דער "Save" צובינד, אויסקלײַבן דעם נאָמען אָרט, אַרײַנשרייַבן דעם נאָמען צו שפּאָרן, און דריקן "Save".
8. עפֿנט די אויספּוסט פאַסילאַטיז אין לאַבאָראַטאָריע צו אויספּוסטן די רויך גאַז וואָס איז גענערירט געוואָרן אין דעם טעסט.
9. עפֿנט די טעסט־קעסטל, נעמט אַרויס די מוסטער, בייגט אַ גלייכע ליניע אויף דעם העכסטן פּונקט פֿון דער באַשעדיגטער געגנט אויף דער לענג־ריכטונג פֿון דער מוסטער, און דערנאָך הענגט דעם אויסגעקליבענעם שווערן האַמער (זעלבסט־צוגעשטעלטן) אויף דער אונטערשטער זײַט פֿון דער מוסטער, בערך 6 מ"מ אַוועק פֿון אירע אונטערשטע און זײַטיקע ברעגן, און דערנאָך הייבט לאַנגזאַם אויף די אַנדערע זײַט פֿון דער אונטערשטער עק פֿון דער מוסטער מיט דער האַנט, לאָזט דעם שווערן האַמער הענגען אין דער לופֿט, און דערנאָך לייגט אים אַראָפּ, מעסט און רעקאָרדירט די לענג פֿון דער מוסטער־ריס און די לענג פֿון דער באַשעדיגונג, גענוי ביז 1 מ"מ. ווי געוויזן אין דער בילד אונטן, פֿאַר דער מוסטער וואָס איז פֿאַרשמעלצט און פֿאַרבונדן צוזאַמען בעת דער פֿאַרברענונג, זאָל דער העכסטער שמעלץ־פּונקט הערשן ווען מען מעסט די באַשעדיגטע לענג.
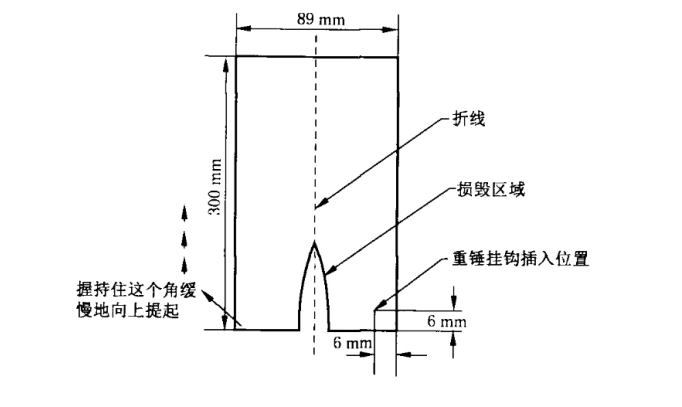
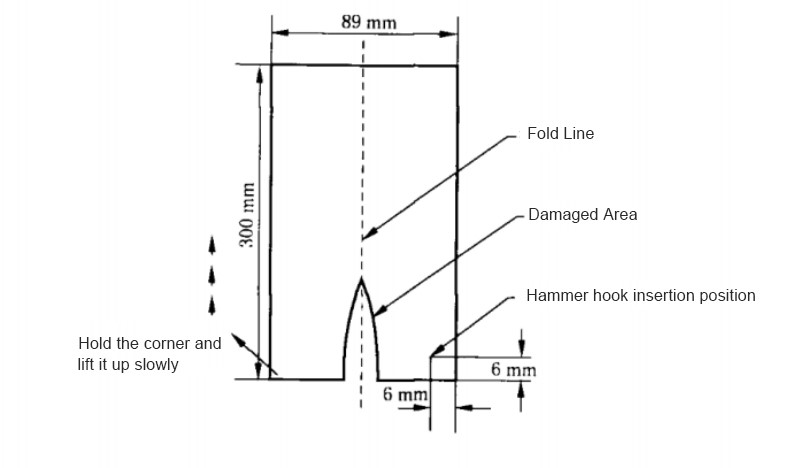
שאָדן לענג מעסטונג
10. אַראָפּנעמען די דעבריס פֿון דער קאַמער איידער איר טעסט דעם קומענדיקן מוסטער.
לויט די הומידיטי רעגולאציע באדינגונגען אין קאפיטל 3, די רעכענונג רעזולטאטן זענען ווי פאלגט:
באַדינגונג א: די דורכשניטלעכע ווערטן פון נאָך-פאַרברענען צייט, סמאָולדערינג צייט און דאַמידזשד לענג פון 5-שנעל ספּעסאַמאַנז אין לאַנדזשאַטודאַנאַל (לאַנדזשאַטודאַנאַל) און ברייט (קווערווערס) ריכטונגען ווערן קאַלקיאַלייטיד ריספּעקטיוולי, און די רעזולטאַטן זענען פּינטלעך צו 0.1 סעקונדעס און 1 מם.
באַדינגונג ב: די דורכשניטלעכע ווערטן פון נאָך-פאַרברענען צייט, סמאָולדערינג צייט און דאַמידזשד לענג פון 5 ספּעסאַמאַנז זענען קאַלקיאַלייטיד, און די רעזולטאַטן זענען פּינטלעך צו 0.1 סעקונדעס און 1 מם.